How To Press Form A Hole Collar In Sheet Metal

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife
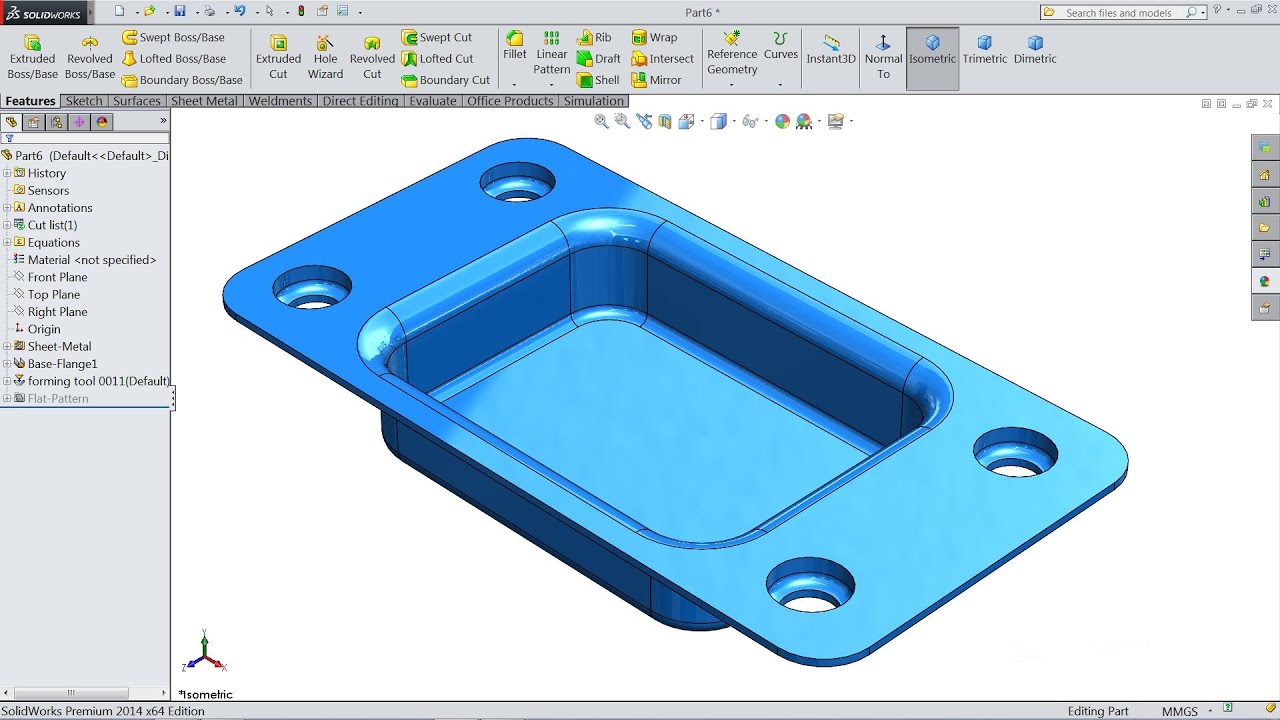
Solidworks Sheet Metal Tutorial Forming Tool Youtube
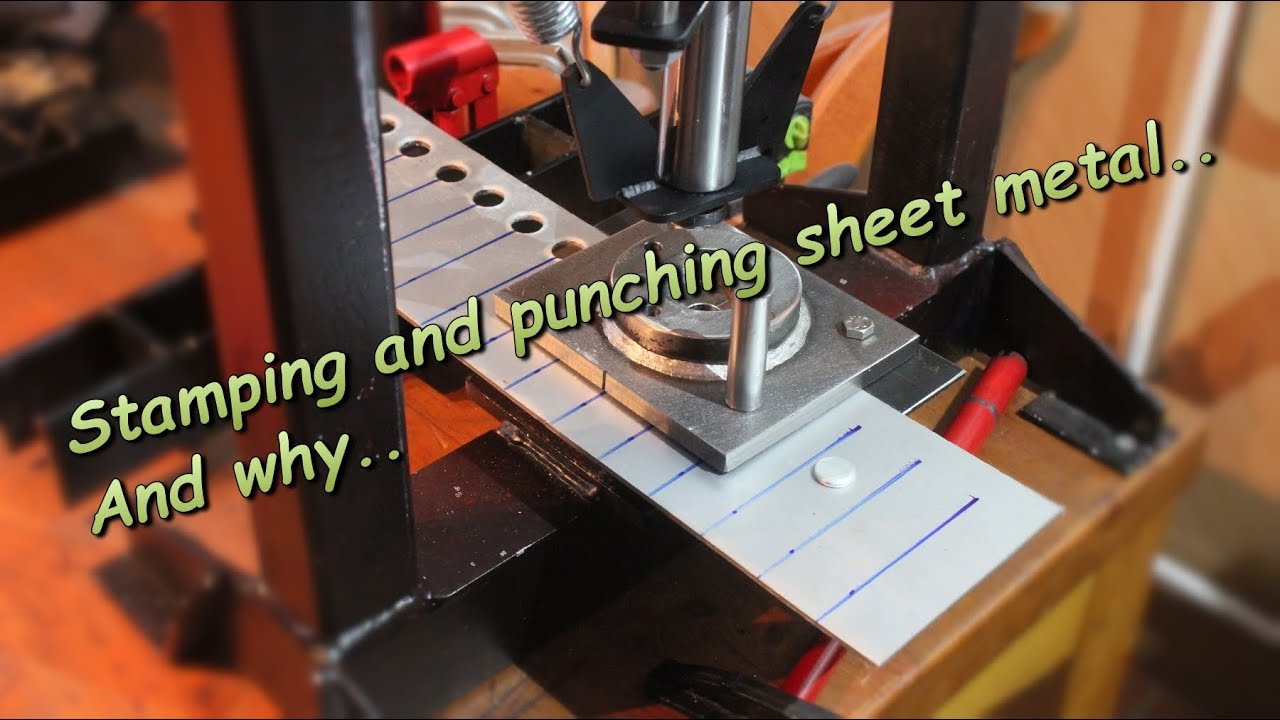
Sheet Metal Hole Punch Stamping Tool Youtube
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Press Brake Tooling Information On Globalspec Press Brake Tooling Sheet Metal Work Press Brake

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

It is very easy to make and use to use when press sheet metal.
How to press form a hole collar in sheet metal.

Press Brake Plans For 20 Ton Harbor Freight Press Press Brake Sheet Metal Brake Metal Bending Tools

Build A Small Press Bending Brake Plans Metal Working Metal Bending Tools Sheet Metal

How To Make A Cone On A Press Brake Metal Working Press Brake Sheet Metal

I Learned How To Accurately Mark And Bend Sheet Metal Ferramentas Garagem Serralheria

How To Use A Sheet Metal Brake Machine

Example Bend Sequence On The Press Brake Controller Cnc Sheetmetal International Press Brake Sheet Metal Work Cnc

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqz Yx1wkx Auaignplmw Hakcwm 3enxobq Usqp Cau

Sheet Metal Stamping 101 Part Iii

Buy Amada Punch Press Tooling Die Mould For Press Brake In China On Alibaba Com Metal Bending Tools Sheet Metal Tools Metal Fabrication Tools

10 Technological Process Of Sheet Metal Fabrication Machinemfg

Die Science Splitting Or Cracking

Pin On Taps

Epingle Par Aglaglalesjetons Sur Plans Tours A Bois Tours Bois

L Shaped Sheet Metal Mounts Symmetrically Placed Misumi Misumi Misumi

Jic Fitting Size Drawing Chart Sae J514 Chart Sae Fittings

Masters Of Metal 551st Mechanics Mold Sheets Of Steel Tinker Air Force Base Display

Self Clinching Fasteners Products Cmts Sheetmetal Machines

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq81ootmhxnlr3lvpfm7d7xlzrlghmeu Tjjk6rosfowmtol6w Usqp Cau

Tapping Fixture By Granthams Homemade Tapping Fixture Constructed From A Surplus Drill Press Body One Handwheel Is At Drill Press Homemade Tools Metal Shop

5 966 Lượt Thich 14 Binh Luận Engineering Home Engineeringhome Tren Instagram Making Collars Follow Us For More Engineeringhom Trong 2020 Instagram Va Dụng Cụ

Pin On Machining

Brufsupbane S Image Machine Shop Projects Metal Lathe Machinist Tools

S Locks Drives Sheet Metal
Source : pinterest.com
